

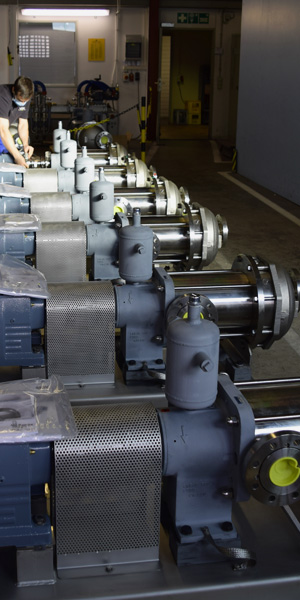
Vor kurzem konnten wir erfolgreich unseren bisher größten Auftrag im Bereich Pumpen abschließen. Für einen Kunden aus dem Bereich der Chemie-Industrie wurden insgesamt neun Pumpensysteme anschlußfertig montiert. Die Anforderungen für diesen Auftrag waren hoch. Bedingt durch die speziellen Bedürfnisse des Kunden mussten die verbauten Pumpen höhere Temperaturen aushalten können als normalerweise in diesem Sektor üblich. Auch war eine neue Explosions-Schutzzulassung notwendig. Viel zu tun gab es für unser Experten-Team. Aber fangen wir von vorne an.
Das Herzstück des Pumpensystems: Die Ringkolbenpumpe SLC24iHT
Pumpensysteme sind komplexe Maschinen im Sinne der Maschinenrichtlinie. Jedes Pumpensystem besteht aus einer Pumpe, Getriebemotor, Kupplung, Kupplungsschutz sowie einer Grundplatte für die Montage der einzelnen Komponenten. Für unseren Kunden haben wir auf die leistungsstarke Ringkolbenpumpe SLC24iHT des Herstellers Mouvex gesetzt.
Die Ringkolbenpumpen der SLC-Serie sind auf höchste Leistung bei gleichzeitig voller Produktabdichtung und Sicherheit bei Anwendungen in der chemischen Verarbeitung optimiert. Die Ringkolbenpumpen verfügen über ein besonderes, dichtungsloses Design mit doppeltem Edelstahlfaltenbalg. Dieser Grundaufbau gewährleistet Langlebigkeit, Produktabdichtung und Sicherheit über den gesamten Lebenszyklus der Pumpe hinweg.
Die Ringkolbenpumpe SLC24iHT liefert hohe Saug- und Förderdrücke, die eine Selbstbefüllung ermöglichen und dabei das Produkt vollständig abdichten. Gemäß Hersteller sind die Ringkolbenpumpen aus der SLC-Serie ideal dafür geeignet, ein sicheres Fördern kritischer und hochwertiger Flüssigkeiten zu garantieren. Exakt diese Ansprüche hatte unser Kunde an sein neues Pumpensystem – klar, dass wir hier die Ringkolbenpumpe SLC24iHT als Herzstück des gesamten Anlagensystems bevorzugt haben.
Technische Daten der verbauten Ringkolbenpumpe
Die vom Hersteller Mouvex entwickelte und gefertigte Ringkolbenpumpe ist vollständig in Edelstahl ausgeführt und für den Einsatz in explosionsgefährdeten Bereichen optimiert. Die Pumpe ermöglicht einen maximalen Volumenstrom von 24 Kubikmetern pro Stunde. Die Ringkolbenpumpen der SLC-Serie zeichnen sich durch einen konstant hohen volumetrischen Wirkungsgrad aus und bieten einen ausgezeichneten Vakuum- und Kompressoreffekt. Eine niedrige Scherrate und eine trockene Selbstansaugung sind kennzeichnend für die Hochleistungspumpen aus dem Hause Mouvex. Für unseren Kunden war abseits der optimalen technischen Leistung vor allem die einfache und schnelle Wartung der Pumpe interessant. Weiterhin wurden in einem gemeinsamen Gespräch folgende Anforderungen an das neue Pumpensystem definiert:
- Hermetische Bauform zur Verhinderung von Leckagen
- Konstanter Volumenstrom bei Druck- und Viskositätsschwankungen
- Dosiergenaues Fördern
- Volumengenaues Fördern mit hoher Wiederholgenauigkeit
- Trockenlauffähigkeit
- Gleichbleibender Volumenstrom über die gesamte Einsatzdauer
- Fördern von dünnflüssigen und höherviskosen Medien
Nach intensiven Beratungen und technischen Diskussionen wurde schnell klar, dass die Ringkolbenpumpe SLC24iHT von Mouvex die Kundenansprüche vollständig abdecken kann. Doch da ein Pumpensystem ein optimales Zusammenspiel aller einzelnen Komponenten bedingt, mussten sich unsere Experten nach dem Entscheid für die Pumpe dem nächsten Projekt widmen.
Welcher Getriebemotor erfüllt die Anforderungen an das Pumpensystem am besten?
Für ein möglichst zuverlässiges Gesamtsystem müssen alle verbauten Komponenten hochwertig ausgelegt sein. Wir haben uns als Getriebemotor für das Pumpensystem für einen Drehstrom-Asynchronmotor des Herstellers SEW entschieden. Die eingesetzten Getriebemotoren haben eine Leistung von 11 kW und realisieren ein maximales Drehmoment von 510 Newtonmetern. Die Getriebemotoren sind frequenzregelbar und bringen eine Drehzahl von bis zu 420 Umdrehungen pro Minute mit.
Jedes System ist nur so gut wie die Summe seiner einzelnen Bauteile
In der chemischen Industrie – und insbesondere in dem Unternehmen unseres Kunden – ist das sichere Fördern kritischer, hochwertiger Flüssigkeiten Alltag. In den Unternehmen der chemischen Industrie werden Alkohole, Säuren, Lösungsmittel, Klebstoffe, Farben, Harze, Natronlaugen oder Reinigungsmittel transportiert, gelagert und abgefüllt. In dieser anspruchsvollen Umgebung sind Pumpensysteme sicherlich nicht die auffälligsten, aber garantiert unverzichtbarsten Teile des Gesamtsystems. Pumpensysteme, die kritische Flüssigkeiten in explosionsgefährdeten Bereichen fördern sollen, müssen sich vor allem durch absolute Zuverlässigkeit, Langlebigkeit und Sicherheit auszeichnen. Doch die beste Pumpe bringt nichts, wenn das restliche System nicht den Anforderungen des Kunden entspricht!
Wir haben einen großen Teil unserer Arbeit für dieses Projekt mit der optimalen Umsetzung der Kundenansprüche aufgewendet. Aus grundlegenden Informationen zum gewünschten Volumenstrom und der notwendigen Förderhöhe haben wir ein Konzept entwickelt, in dem die passende Pumpe mit dem passenden Antriebsmotor ganz exakt die Anforderungen aus dem Lastenheft des Kunden erfüllt hat. Kombiniert mit einer präzisen arbeitenden Kupplung und einem robusten Kupplungsschutz konnten wir unserem Kunden nach kurzer Zeit bereits ein Ergebnis präsentieren. Ein anschlußfertiges Pumpensystem war gewünscht – und wir haben ein solches geliefert.
Komplette Maschine, komplette Dokumentation!
Die von uns ausgelieferten Pumpensysteme stellen eine komplette Maschine im Sinne der Maschinenrichtlinie dar. Die Maschinenrichtline stellt in der Europäischen Union einheitliche Anforderungen an die Sicherheit und den Gesundheitsschutz – und betrifft sowohl Hersteller als auch Betreiber und Inverkehrbringer von Maschinen. Demzufolge müssen die von uns gebauten Pumpensysteme unter anderem folgende Anforderungen gemäß Maschinenrichtlinie erfüllen:
- Mechanisch und elektrisch sichere Gestaltung
- Gewährleistung einer sicheren Bedienung
- Konformitätsbewertungsverfahren mit Risikobeurteilung werden durchgeführt
- Erstellen einer technischen Dokumentation und Betriebsanleitung
Entsprechend umfangreich waren unsere Arbeiten neben der eigentlichen Montage der Baugruppen. Unsere Teams haben in kürzester Zeit eine komplette Betriebsanleitung und umfassende technische Dokumentationen für unsere Pumpensysteme erstellt. Wir möchten mit den technischen Unterlagen nicht nur die Maschinenrichtlinie erfüllen, sondern unserem Kunden einen echten Mehrwert zu Hand geben. Daher haben wir die Betriebsanleitung möglichst umfassend, aber auch möglichst verständlich ausgelegt – umso Wartungs- und Instandhaltungsarbeiten für unseren Kunden zu vereinfachen. Abgeschlossen wurde das Projekt nach der Erstellung einer Konformitätserklärung gemäß Maschinenrichtlinie und Explosionsschutzrichtlinie.
Auslieferung, Aufstellung und Inbetriebnahme
Innerhalb des vorgegebenen Zeitfensters konnten wir die insgesamt neun Pumpensysteme fertigstellen – was insbesondere bei derartig komplexen Projekten keine Selbstverständlichkeit ist. Unsere Servicetechniker begannen umgehend nach der Auslieferung mit der Montage im Unternehmen unseres Kunden. Auch diese abschließenden Arbeiten konnten zügig durchgeführt werden, so dass einer Endabnahme der Pumpensysteme nichts mehr im Wege stand. Auch wenn wir schon lange im Geschäft sind: Eine Endabnahme ist nach wie vor ein spannender Moment! Die Pumpensysteme liefen einwandfrei an und konnten alle Vorgaben mühelos erfüllen.

Wir danken an dieser Stelle unserem Kunden nochmals herzlich für den bisher größten Einzelauftrag in der Pumpensparte und freuen uns bereits auf eine weitere, gute Zusammenarbeit!